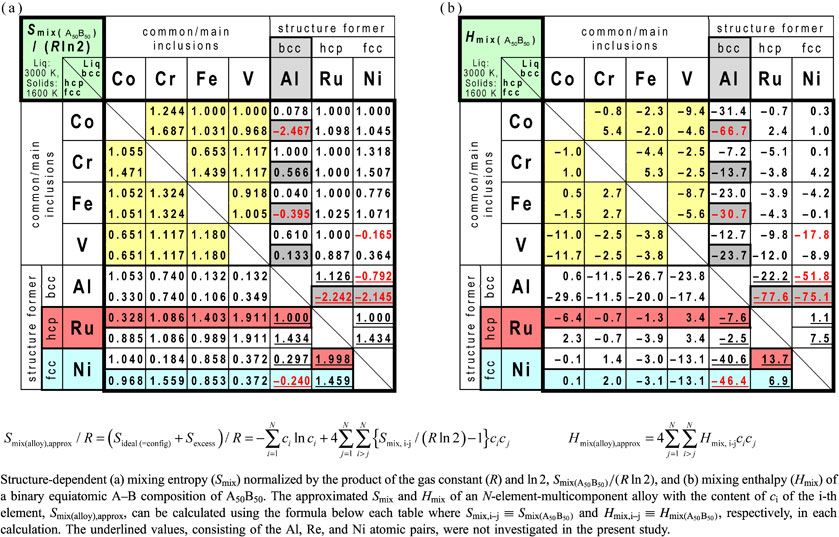
Non-equiatomic high-entropy alloys (HEAs) for which the mixing (Smix), configuration (Sconfig), and equivalent ideal (Sideal) entropies satisfy Smix > Sconfig = Sideal were reported for Co–Cr–V–Fe–(Al, Ru, or Ni) systems. Three Co20Cr20Fe20V10X30 (X = Al, Ru, or Ni) alloys (referred to as Al30, Ru30, and Ni30 alloys) were studied here using conventional arc melting and subsequent annealing. The X-ray diffraction profiles revealed that the Al30, Ru30, and Ni30 alloys annealed at 1600 K for 1 h exhibited B2 ordered, hcp, and fcc structures, respectively. A single structure was verified by scanning electron microscopy observations combined with elemental mapping via energy-dispersive X-ray spectroscopy. Thermodynamic calculations of Smix normalized by the gas constant (Smix/R) revealed that Al30, Ru30, and Ni30 alloys at 1600 K had Smix/R = 0.833, 1.640, and 1.618, respectively, where the latter two alloys exceeded Sconfig/R = 1.557. A compositionally optimized Al-containing HEA for Smix with a single bcc structure was computationally predicted and verified experimentally for the Al6Co27Cr34Fe19V14 alloy (Al6 alloy). The non-equiatomic Al6 alloy with Sconfig/R = 1.480 exhibited Smix/R of 1.703 at 1600 K, surpassing Sconfig/R = ln 5 = 1.609 for the exact equiatomic (EE) quinary alloy. The bcc Al6, hcp Ru30, and fcc Ni30 alloys were regarded as ultra-high mixing entropy alloys (UMHEAs) according to Smix > Sconfig. Structure-dependent Smix and the mixing enthalpy of constituent binary EE alloys are useful for future UHMEAs as a subset of HEAs.